|
|||||||


| Sponsored Links (Register now to hide all advertisements) |
|
|
 |

|
Thread Tools | Display Modes |
 09-09-2014, 07:31 PM
09-09-2014, 07:31 PM
|
#21 |
|
Senior Member

Join Date: May 2010
Location: Charlotte NC KiWi-L100 available here
Posts: 2,991
|
I like to use fine scotchbrite on all my bearings .
Cheers Tony |

|

|
|
09-09-2014, 08:10 PM
|
#22 |
|
Member Emeritus

Join Date: Nov 2012
Location: Wichita KS
Posts: 16,132
|
Not sure if the attached chart is helpful or not, see what you think. It is from the Ford Factory Refurbish Manual.
|
|
|
|
| Sponsored Links (Register now to hide all advertisements) |
|
|
|
09-09-2014, 08:23 PM
|
#23 |
|
Senior Member
Join Date: Oct 2011
Location: Gloucester VA
Posts: 1,042
|
Check out this site. Left column, half way down. Words from JWL himself...
http://www.btc-bci.com/~billben/flathead.htm Lonnie |
|
|
|
|
09-09-2014, 08:26 PM
|
#24 |
|
Senior Member

Join Date: Oct 2010
Location: North Pole, Alaska
Posts: 1,470
|
All good information. I'm planning on rebuilding a 38-41 motor soon, be nice if I could reuse a few things. It still has oil in it and turns over nice. I pulled a valve just to see how hard it would be and it came out easier than any old flathead I've ever messed with, kinda scared me! I plan to do only minimum needed and will probably pull sleeves as I have a new set of standard pistons for a 239.
|
|
|
|
|
09-09-2014, 09:31 PM
|
#25 |
|
Senior Member

Join Date: May 2010
Location: Chester Vt
Posts: 8,919
|
When I started racing the Flathead back in the late 50's I had a good teacher when it came to fitting the bearings. There are probably several methods that work but the "Hammer" method seems to be the best. You might practice on an old bearing. Their are some tools that make everything work out better and one is a bearing mike or inside mike. this will accurately give the thickness of the bearing, which is important to getting the desired clearance. another important dimention is side clearance, not enough can cause hi oil pressure to damage the filit radius of the crank. This is called Cavitation erosion, and is prominent in cast iron crankshafts. too much can put too much oil on the cylinder walls. I use .020" for the bearings and .010" on the rods. The differance here is to relieve the pressure from the bearing before it gets to the crank radius. Non of this is all that necessary for a street engine, but when your turning 5+K all night long every week end, it works. Sorry to jump in here like this, but I don't need "H" beam rods, 21A and 29A rods work just fine.
|
|
|
|
|
09-10-2014, 06:14 PM
|
#26 |
|
Senior Member
Join Date: Jun 2012
Location: Central NH
Posts: 194
|
Sponsored Links (Register now to hide all advertisements)
The one piston I removed the rod bearing doesn't look good but haven't measured it yet. If I do find that I have one or to bad bearings, or rods can I just replace the one rod and bearing and still use the rest of the bearings if they are in good condition? |
|
|
|
|
09-10-2014, 06:27 PM
|
#27 |
|
Senior Member
Join Date: May 2010
Location: Charlotte NC KiWi-L100 available here
Posts: 2,991
|
Dont forget to get your KiWi-L100 cam....
Good luck !! Cheers Tony |
|
|
|
|
09-10-2014, 06:30 PM
|
#28 | |
|
Member Emeritus
Join Date: Nov 2012
Location: Wichita KS
Posts: 16,132
|
Quote:
|
|
|
|
|

|
09-10-2014, 06:39 PM
|
#29 | |
|
Senior Member
Join Date: May 2010
Location: Charlotte NC KiWi-L100 available here
Posts: 2,991
|
Quote:
Thanks 
|
|
|
|
|
|
09-11-2014, 06:12 PM
|
#30 |
|
Senior Member
Join Date: May 2010
Location: Larry Young, Tulsa, OK
Posts: 202
|
I am just now going through the decision about replacing rod bearings. The 0.1085 is for bearings in an original engine. If the crank pins have been ground or the rods resized, a different number will apply for the oversized bearings. I have looked through many books, but have never seen a number for the thickness of original bearings with no wear. When original the rods were 2.360 and crank 2.139, which give 0.004 clearance with 0.1085 bearings. I would like to know the correct clearance for new bearings
Larry Young |
|
|
|
|
09-14-2014, 07:00 PM
|
#31 |
|
Senior Member
Join Date: Jun 2012
Location: Central NH
Posts: 194
|
Where would I be able to get bearings and a connecting rod? If needed
|
|
|
|
|
09-16-2014, 12:38 PM
|
#32 |
|
Senior Member
Join Date: May 2010
Location: Larry Young, Tulsa, OK
Posts: 202
|
I have a question about rod bearing material. Why were the older bearings bronze or copper looking rather than the more conventional Babbitt. I think all the new bearing available or Babbitt. Which is better?
Larry Young |
|
|
|
|
09-16-2014, 03:01 PM
|
#33 |
|
Senior Member
Join Date: May 2010
Location: Chester Vt
Posts: 8,919
|
For floating bearings, you need the Bore diameter of the rod 2.220 for the 21A.
Bearing thickness times 2 for the bearing .108 x 2= .216 Crank throw 1.998 and add the crank to the bearings and you get 2.214 total clearance would be .006". Now when you mike the bearing thickness the .108 is very small .109/.110 is more likely. Then have the rods honed to 2.221" I realize this is for the 21a rods, but it 's the same math for the 29A rods. I like to run these bearings alittle loose. Watch out for thr cranl fillit radius, it may drag on the bearing. Once the bearing is fit to the rod and crank scuff with #400 paper, wash in soap and water, akk assy lube and make sure the oil pressure is 40/50 lbs hot. With a good symthetic oil thay should last forever. I'm not sayint this is the only way to do it, it's the way I did it and it works. But the flathead is very forgiving and I'm sure others have good ways to do it as well. Good luck. |
|
|
|
|
09-16-2014, 03:21 PM
|
#34 |
|
Senior Member

Join Date: Jul 2014
Location: Iowa
Posts: 1,634
|
Given the evident condition of that engine, it is likely not much can be reused, including the bearings. Have both the rods and crank carefully measured by a good shop to determine both the size and condition. We have encountered cranks with odd sizes on the same crank, probably due to regrinding at some time. When you order bearing sets, check each pair to be sure they match the size on the box. For some reason, we have recently received cartons with mismatched sets. Camshaft bearings are another critical place, as bad bearings will affect oil pressure.
|
|
|
|
|
09-16-2014, 05:14 PM
|
#35 |
|
Senior Member
Join Date: Jun 2012
Location: Central NH
Posts: 194
|
Great info thanks for the responses. Does anyone know of any good shops with flathead experience in NH or VT?
|
|
|
|
|
10-02-2014, 07:09 PM
|
#36 |
|
Senior Member
Join Date: Jun 2012
Location: Central NH
Posts: 194
|
Can anyone recommend a good style slide hammer to use when removing the oil pump idle gear?
|
|
|
|
|
10-02-2014, 08:11 PM
|
#37 |
|
Junior Member

Join Date: Mar 2011
Location: Santa Cruz, Ca
Posts: 4
|
I've had crank rod journal wear problems with Johson bronze floating bearings on a offset ground 4 in merc crank
|
|
|
|
|
10-02-2014, 08:19 PM
|
#38 |
|
Senior Member
Join Date: May 2010
Location: Chester Vt
Posts: 8,919
|
For those using the 21A rods, I cut the flanges off the early 32-37 bearings. Some of these are cad.silver and run forever properly set up
|
|
|
|
|
10-04-2014, 12:20 PM
|
#39 |
|
Senior Member
Join Date: Jun 2012
Location: Central NH
Posts: 194
|
Should this oil pan be flattened out at all or will it be fine to use it the way it is?
  And what is the purpose of this what the arrow is pointing to? 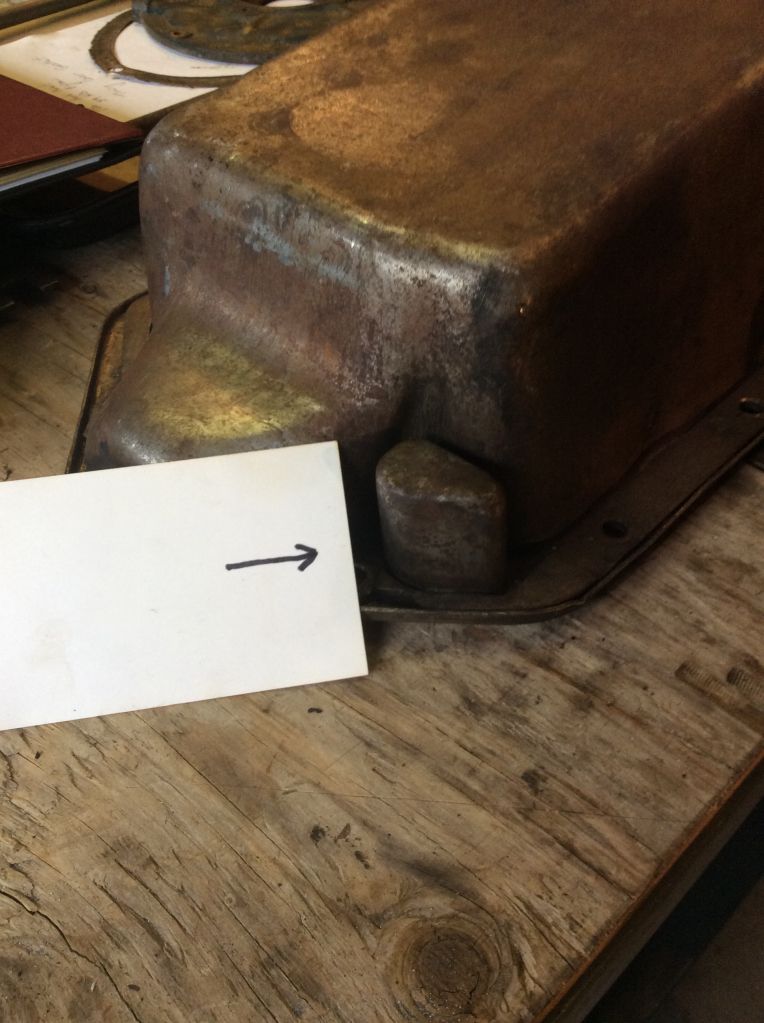
|
|
|
|
|
10-04-2014, 12:50 PM
|
#40 | |
|
Senior Member
Join Date: May 2010
Location: Charlotte NC KiWi-L100 available here
Posts: 2,991
|
Quote:
Frank Ezold No Westchester Out of town I have addy at home |
|
|
|
|
|
«
Previous Thread
|
Next Thread
»
 Linear Mode
Linear Mode

|
|

| Sponsored Links (Register now to hide all advertisements) |
|
|
All times are GMT -5. The time now is 01:00 AM.