|
|||||||


| Sponsored Links (Register now to hide all advertisements) |
|
|
 |

|
Thread Tools | Display Modes |
 08-27-2018, 05:16 PM
08-27-2018, 05:16 PM
|
#1 |
|
Senior Member
Join Date: May 2010
Location: SE PA
Posts: 101
|
There are some small inconsistencies in the combustion chamber.
Should I smooth these out before installing? Is it worth worrying about?  
|

|

|
|
08-27-2018, 05:56 PM
|
#2 |
|
Senior Member

Join Date: Nov 2016
Location: SoCal
Posts: 877
|
I would contact them and voice your concerns. Ask them what they would do if it were them making the purchase.
|
|
|
|
| Sponsored Links (Register now to hide all advertisements) |
|
|
|
08-27-2018, 06:06 PM
|
#3 |
|
Senior Member
Join Date: May 2016
Location: Scottsdale, Arizona
Posts: 612
|
Agree...Ernie in Arizona
|
|
|
|
|
08-27-2018, 07:08 PM
|
#4 |
|
Senior Member
Join Date: Mar 2014
Location: Salem, Ohio
Posts: 1,058
|
That is just the texture of the metal as it is cast against the sand. Perfectly normal.
Tod |
|
|
|
|
08-27-2018, 07:26 PM
|
#5 |
|
Member
Join Date: Oct 2010
Location: Ridgefield Washington
Posts: 87
|
It looks pretty nice to me....
|
|
|
|
|
08-27-2018, 07:52 PM
|
#6 |
|
Senior Member

Join Date: Nov 2010
Location: Penn Valley (Nor-Cal) Ca
Posts: 128
|
Sponsored Links (Register now to hide all advertisements)
|
|
|
|
|
08-27-2018, 11:18 PM
|
#7 |
|
Senior Member

Join Date: May 2010
Location: Between Seattle & Tacoma
Posts: 2,354
|
I would have it checked for straightness, as not only my one, but several others I’m aware of weren’t flat. Several lost gaskets.
|
|
|
|
|
08-28-2018, 12:02 AM
|
#8 |
|
Member
Join Date: Mar 2017
Posts: 41
|
I use a 5.9 Snyder's head and smoothed the combustion chambers with an air grinder to eliminate the potential hot spots as in an earlier post.
I also set the head on my bare block with out a head gasket and it rocked back & forth! It was warped several thousandths & had to be milled. Snyder's offered to ship another head but the first on took three weeks to arrive. After talking to them I had the head milled & sent them the bill and was reimbursed. I had heard many suppliers machine green castings and they will move around after machining is initially done. |
|
|
|
|
08-28-2018, 08:19 AM
|
#9 |
|
Senior Member
Join Date: Jan 2016
Posts: 2,098
|
I bought a 6.0 head from Snyders and the shop told me it was far from straight. The areas where the nuts go had to be ground and the water inlet had to be repaired.
But, 3,000 miles later it makes a heck of an improvement in performance. |
|
|
|
|
08-28-2018, 08:22 AM
|
#10 |
|
Senior Member

Join Date: May 2010
Location: Windy City
Posts: 2,919
|
I ran two foundries for 30 years. The as-cast appearance in the combustion chambers is absolutely normal. I see no inclusions (sand, slag, etc.), no penetration/scabbing, no rat-tails, shrinkage, cold shuts, core shift, or visible porosity.
The head in the photo is absolutely normal. Should you wish a greater degree of finish within the combustion chambers take it to a shop experienced with polishing and CC'ing heads. To sell a head with either hand finished chambers or fully CNC'd would add at least $100 to the end price. Now, if you look at a collection of original Ford heads, bead blasted in the chambers to remove the carbon and reveal the original as-cast appearance, you WILL FIND a myriad of defects. |
|
|
|
|
08-28-2018, 09:26 AM
|
#11 |
|
Senior Member

Join Date: May 2010
Location: Gwynn's Island Va
Posts: 1,386
|
I buy my 6.0 heads from Schwalm at Hershey. The head has already been inspected and surfaced.
|
|
|
|
|
08-28-2018, 12:11 PM
|
#12 | |
|
Senior Member
Join Date: May 2010
Location: Windy City
Posts: 2,919
|
Quote:
Castings can also be artificially aged by intentionally subjecting them to heat/cool cycles. This is usually done on parts that have finish tolerances down it the tenths range. Flat machined surfaces can also end up 'warped' if the clamping used during the machining operations stresses the part. Even storage conditions of finished parts can affect dimensional stability. Lack of proper support imposes stress that will impart directional bias to the movement of the grain structure as the part ages. Now, as to what is the specific problem with this run, you would have to talk to the foundry and machine supplier of the part. |
|
|
|
|

|
08-28-2018, 12:43 PM
|
#13 |
|
Senior Member

Join Date: Nov 2010
Location: Anchorage, Alaska
Posts: 9,115
|
IMHO, all the surfaces in the combustion chamber should be like a "mirror finish". This keeps carbon deposits from forming and all the other problems that propagate from that, as well as permitting a better air flow in and out.
__________________
Alaskan A's Antique Auto Mushers of Alaska Model A Ford Club of America Model A Restorers Club Antique Automobile Club of America Mullins Owner's Club |
|
|
|
|
08-28-2018, 01:10 PM
|
#14 |
|
Senior Member

Join Date: Aug 2018
Location: N.E.Ohio
Posts: 116
|
As long as it's flat, I would run it.
Those casting imperfections are not a big deal...just my $0.02. |
|
|
|
|
08-28-2018, 01:49 PM
|
#15 |
|
Senior Member

Join Date: May 2010
Location: Mpls, MN
Posts: 27,582
|
I agree with Mike. Those combustion chambers look fine, and there is no reason to send it back or complain about the head. I knew a guy who polished his heads and piston tops to a mirror finish on an Olds V8. When he honed the cylinders to install new rings, he didn't get the honing grit cleaned out very well, so he had worn rings in one week. He took the engine apart, and the heads and piston tops had the same coating of carbon, just as they would if he never polished them. Also, polished isn't always the best for flow.
I bought a Snyder's 5.5 head years ago, and it's still in the box. Just for kicks I'll have to check it for flatness, and see how the combustion chambers look. |
|
|
|
|
08-28-2018, 05:59 PM
|
#16 |
|
Senior Member
Join Date: Feb 2011
Location: NNNNNNNNJJJJJJJJJJ
Posts: 6,787
|
That head looks pretty darn good!
Think about what you are paying-pretty darn cheap! |
|
|
|
|
08-29-2018, 11:45 AM
|
#17 |
|
Senior Member

Join Date: Jul 2010
Location: Auckland, New Zealand
Posts: 515
|
These chambers look good to me. Just the texture of casting sand showing. I have fitted a dozen Snyder's heads and none showed an asperity from sand pockets, but if one did, for the price we pay, I would just take a sharp chisel and remove the lump.
It would be easy to increase the cost of heads a lot for little gain in quality. Regarding flatness, I have seen 3.5 thou concavity in the centre in one and about 3 thou end-to-end rock in another one. I glued 30 grit paper in one case and 80 grit in another to a surface plate and used sets of 10 leisurely strokes, using just the weight of the head to flatten it. After 20 sets or 200 diagonal strokes which is quick and effortless a 1.5 thou feeler would not pass under. I have large and small milling machines but it would take far longer to set up on these than sanding by hand. The same goes for manifolds where I have bolted them together and removed 15 thou, since the cast iron is very soft. It comes off so fast a dust mask and dustpan and brush is neccessary to cope with a large volume of cast iron dust. And I still ended up with a nose full of black dust. Any flat surface about 15 by 24 inches will do for a surface plate. The bed of a table saw might be good, after checking with a straight edge. Plate glass is also very flat if thick enough, like an old mirror or broken plate glass window. I have both granite and cast iron tables so I am spoiled. You can find small granite or cast tables at machinery auctions quite cheaply and they quickly pay off if you are into engineering as a hobby in any way, since fitting, marking out and, with vee blocks, dial test indicator and machinists square, testing crankshafts, conrods etc for stroke, bend twist etc becomes quite easy. SAJ in Cornwall Last edited by SAJ; 08-29-2018 at 12:07 PM. |
|
|
|
|
08-30-2018, 07:06 AM
|
#18 |
|
Senior Member

Join Date: Jun 2013
Location: Marana Arizona
Posts: 1,776
|
What SAJ said...
If you want to "touch up" and assure a flatter head surface here is an old school way to do it yourself. https://www.youtube.com/watch?v=SK2R2LdkLKs&t=14s Just my 2 cents worth, Chap Last edited by chap52; 08-30-2018 at 07:07 AM. Reason: add info |
|
|
|
|
08-30-2018, 10:15 AM
|
#19 |
|
Senior Member

Join Date: May 2010
Location: Long Island, NY
Posts: 3,466
|
Old school works for me too. I use a large flat cross-cut file across a Model A cylinder head and cylinder block deck to remove high spots.
I am of the opinion that a Model A & B cylinder heads deflect when torqued over a compressible gasket, so a few thousandths run-out in flatness of the head / deck is acceptable.
__________________
Bob Bidonde |
|
|
|
|
08-30-2018, 12:09 PM
|
#20 |
|
Senior Member
Join Date: May 2010
Location: Windy City
Posts: 2,919
|
Most guys will tell you a head or block deck can be checked for flatness with a machinist's straight edge or parallel. Unfortunately, this is WRONG!
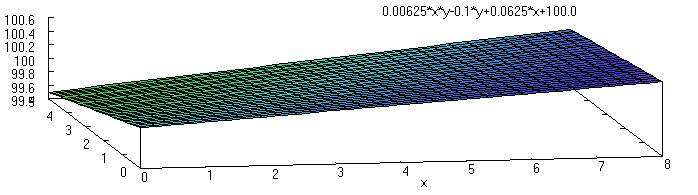 This distorted plane will measure perfectly "flat" with a machinist's straightedge along any point perpendicular to any edge AND across opposite corners!! It is extremely deceiving and can only be detected with a surface plate or more advanced electronic measuring that 'feels' or scans the entire surface. Unfortunately it is also possible to produce this error while machining a block or head to correct an out-of -flat condition!  It is very easy to instill a torque on a part when clamped for machining. The result is a distorted planar surface like the one above that may NOT be detectable with just a straightedge! You send a head out to be machined, it checks out with a straightedge, but it is like the above illustration! It is very easy to instill a torque on a part when clamped for machining. The result is a distorted planar surface like the one above that may NOT be detectable with just a straightedge! You send a head out to be machined, it checks out with a straightedge, but it is like the above illustration!It is entirely possible that both the block and a well-used head have distorted into MATCHING profiles over time. A surface plate may reveal head spots several thousandths from flat, but the deck may very well be a perfect geometric match. Making matters even worse, many guys pull heads that have run for a while and have them planed without checking the block. There seems to be a general belief that heads distort, but not block decks. What was a perfect match of two non-planar surfaces is lost. Then the head gasket gets blamed for short life. Pulling the head reveals it's attempt to assume the block distortion, then the head manufacturer gets blamed for a part that does not hold true. Truing the block before installing a newly planed head, even in-place by hand, requires pulling the studs. Many guys never want to go that far. FWIW, most new head gaskets will accommodate slight distortions, up to 3 or 4 thousanths. This accommodation ability is lost if a head gasket is re-used. Once compressed they never recover to their pre-crush condition. Last edited by MikeK; 08-30-2018 at 12:15 PM. |
|
|
|
|
«
Previous Thread
|
Next Thread
»
 Linear Mode
Linear Mode

|
|

| Sponsored Links (Register now to hide all advertisements) |
|
|
All times are GMT -5. The time now is 01:18 AM.