|
|||||||


| Sponsored Links (Register now to hide all advertisements) |
|
|
 |

|
Thread Tools | Display Modes |
 04-08-2018, 10:00 AM
04-08-2018, 10:00 AM
|
#21 |
|
Senior Member

Join Date: Nov 2011
Location: Tallahassee, FL
Posts: 175
|
Wow, $765 for a torque plate.
—louis |

|

|
|
04-08-2018, 02:04 PM
|
#22 |
|
Senior Member

Join Date: May 2010
Location: Masterton, New Zealand
Posts: 3,834
|
"On very high-end builds there are plates that mount on the heads to duplicate the forces when doing any machining (on the heads), specifically in the valve-job area!"
Which is why I cut out that area on my torque plates as pictured.
__________________
Unfortunately, two half wits don't make a whole wit! Last edited by Brian; 04-09-2018 at 12:00 AM. |

|
|
| Sponsored Links (Register now to hide all advertisements) |
|
|
|
04-08-2018, 02:36 PM
|
#23 |
|
Senior Member
Join Date: Apr 2015
Location: Sweden
Posts: 3,045
|
And this just reminds me why high-end gives me a sour taste in the mouth...not even mention hot honing a block...stock is soooooo good..lol
The amount of pain that people are willing to go through for thoose last 5hp... Only "high-end" invention to be loved in engine machining is diamond tooling...that ugly smelly brown sunnen hone oil used to keep my hands in a lovely lobster red tone...diamonds and synthetic cutting fluid is a gift from above ! From now im going to charge extra for ancient torqueplates next time anyone brings in a block with studs in it... 
|
|
|
|
|
04-08-2018, 05:02 PM
|
#24 |
|
Senior Member
Join Date: May 2010
Posts: 886
|
Flatheadmurre, I was wondering about using the boring bar stud spacers for a torque plates , I have one my late father used to adapt for a portable boring bar, to bore the older 59 blocks , so good that you mention (hot honing ) as my pa used to call it, he would circulate hot antifreeze through the block as he honed to final size, I asked him why ? and he said that's the way I want to do it , I later discovered he picked up the Idea from some Nascar engine builder he knew, Thanks for the memory!
|
|
|
|
|
04-08-2018, 11:59 PM
|
#25 |
|
Senior Member
Join Date: May 2010
Location: Masterton, New Zealand
Posts: 3,834
|
I don't know if it's about chasing that last 5 HP, the instructions that come with Ross pistons recommend the use of torque plates, and give explicit instructions about the honed finish. Why ignore their instructions?
__________________
Unfortunately, two half wits don't make a whole wit! |
|
|
|
|
04-09-2018, 12:35 AM
|
#26 | |
|
Senior Member
Join Date: Apr 2015
Location: Sweden
Posts: 3,045
|
Sponsored Links (Register now to hide all advertisements)
Quote:
|
|
|
|
|

|
04-09-2018, 07:50 AM
|
#27 |
|
Member Emeritus

Join Date: Nov 2012
Location: Wichita KS
Posts: 16,132
|
And 5 hp is a lot on a flathead!

|
|
|
|
|
04-09-2018, 08:07 AM
|
#28 |
|
Senior Member

Join Date: May 2010
Location: Chester Vt
Posts: 8,860
|
I took an old cast iron head, 3" hole saw and a gasket. cut the head. Then bored it to 3 1/2. works on both sides. Have used it for over 30 years.. Seems to work fine. Also use it for pressure testing.. had it resurfaced after all the machine work.
|
|
|
|
|
04-22-2018, 02:50 PM
|
#29 | |
|
Senior Member

Join Date: Nov 2010
Location: Lancaster PA
Posts: 535
|
Quote:
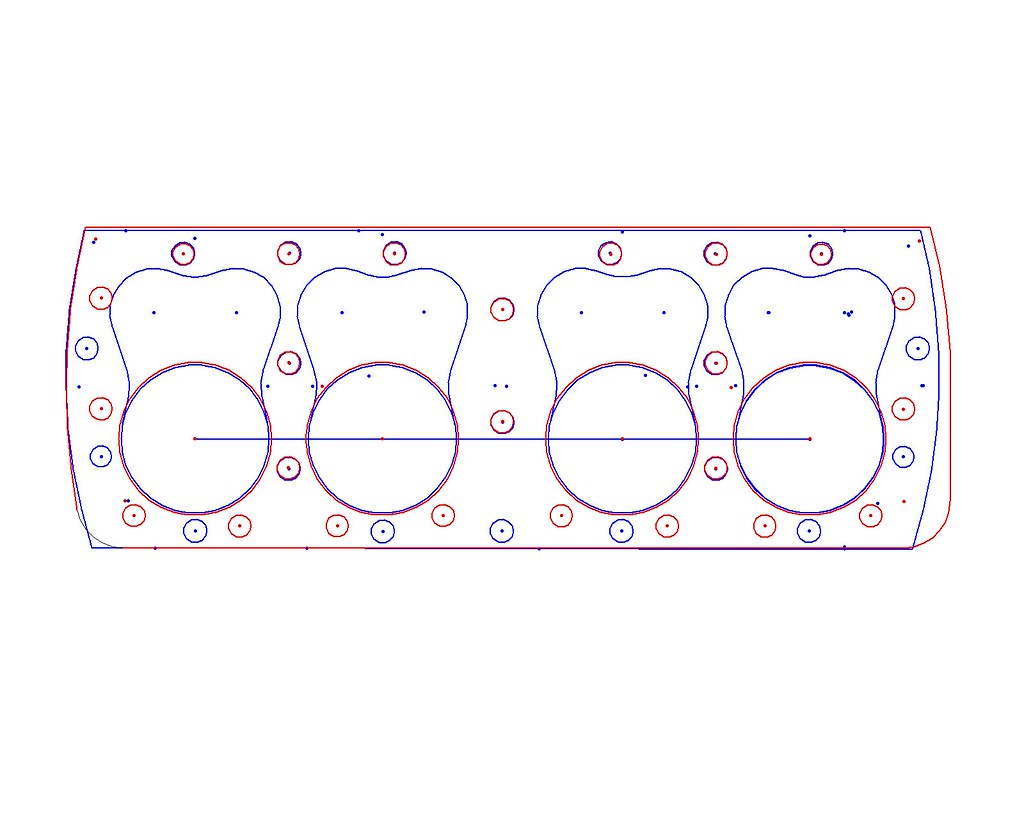 I could mill cavities in a stock head and use that, might still do that. To use it for pressure testing it would be nice to have the complete combustion chamber open in order to see the ports and valve seat area, which a round hole wouldn't allow. Milling the entire chamber out of a stock iron head might make it pretty flexible, I wouldn't know until it was done. It would certainly be the cheapest way. I sent DXF files to a water jet firm for some quotes. Here's what I got back - 1 Gasket plate, 1/2" 6061 Aluminum 1 /EA $124.57 10 /EA $71.66 2 Gasket plate, 1/2" 1018 Flat bar 1 /EA $305.14 10 /EA $99.53 ^^^^^ I thought 1/2" or less would be handiest for pressure testing. 21_STUD-PLATE-1.53 Gasket plate, 1 1/2" 6061 Aluminum W/Holes 1 /EA $313.17 10 /EA $252.63 ^^^^^1-1/2 Material would be close to the average thickness of a stock head. Would require washer/spacers under the long studs and would require counterboring for the short studs. 21_STUD-PLATE-1.54 Gasket plate, 1 1/2" 6061 Aluminum W/out Holes 1 /EA $252.67 10 /EA $194.88 ^^^^^ This is the thick plate with no holes, to allow drilling the holes instead of waterjetting them 21_STUD-PLATE-RUBBER 5 Gasket plate, 1/8" Neoprene rubber 1 /EA $109.21 10 /EA $34.08 21_STUD-PLATE-RUBBER 6 Gasket plate, 3/16" Neoprene rubber 1 /EA $124.70 10 /EA $39.16 ^^^^^ Rubber gaskets cut to the same shape for pressure testing. For $124 for one I'll cut my own. Waterjet tolerance on the 1/2 plate is about +/- .005, which would give bolt holes up to .020 oversize, which would be OK. On 1.5" plate it would be +/- .015 which is why I asked for a quote w/o the holes. There is discussion by race engine builders about ideal block plates, thickness, material, etc. to duplicate the effect of the head being attached, that's why I asked for aluminum and steel and 2 thicknesses. I priced a piece of Durabar grade 40 cast iron bar, it costs over $300 just for the bar so I stopped there. This makes the BHJ plates look like a bargain. Steel would stand up better to repeated torquing than aluminum. I'm not concerned about stressing the block "straight" with the heads because the flathead heads are so thin, I think they will conform to the block. I just need to pull on the studs/bolts to distort the cylinder bores the same as they will be when the heads are on and torqued. So for that I think an aluminum plate in 1/2 to 3/4 thickness will be plenty. It doesn't look practical to make a combined plate for honing, because the 21 stud pattern interferes with larger bore sizes possible in a 24 stud block. You could make pressure test plates with both, and in that case you could go even thinner, like maybe 1/4". This geometry is reverse engineered from a gasket, so we can't know how close to correct it is to the OEM locations - that would require a Ford drawing. I think it's close enough to use for this. I found that both gaskets had 2 holes smaller than the rest, I imagine those were to locate the gasket on those 2 studs and the rest are larger to make it easier to install over the studs. A nearby friend has his own 24 stud plates in both aluminum and steel, now that he has the aluminum plate he doesn't use the steel one just because the aluminum plate is so much easier to handle. On that subject I think I'd add material on the ends and cut a hand hold in each end to make them easier to install and remove. These prices don't save me much over whacking my own out of plate on a CNC mill in my own shop so I'm probably going to just mill my own then I have control over the whole process. Roughing a thick one out on a waterjet then drilling it on a CNC would cost about the same as milling it complete so that's out I'm willing to share the geometry and the contact info for the local waterjet firm, they are very competitive on other plasma and lazer work I've had them do, but shipping these any distance would add enough to the cost that you might be better off doing it locally. This firm said the programming for a 2D part like this is only about $25 and that's added into these quotes in the part prices. Maybe a group buy is a possibility but I'm not the guy to orchestrate that. Last edited by Yoyodyne; 04-22-2018 at 03:06 PM. |
|
|
|
|
|
04-22-2018, 03:04 PM
|
#30 |
|
Senior Member

Join Date: May 2010
Location: Canada Where it snows
Posts: 2,058
|
Not many are going to step up for this little beauty.
http://honingplates.com/index.php?ma...roducts_id=114 R |
|
|
|
|
04-22-2018, 04:37 PM
|
#31 | |
|
Senior Member
Join Date: Nov 2010
Location: Lancaster PA
Posts: 535
|
Wow, I was remembering $350 - $400
Quote:
|
|
|
|
|
|
04-22-2018, 07:50 PM
|
#32 |
|
Senior Member

Join Date: May 2010
Location: midlothian illinois
Posts: 447
|
At this point in my life, if something else can go terribly wrong, it will! My engine builder & a very good friend too, suddenly dies from hospital complications to a great initial surgery
 I just retrieved my block from the family while they were cleaning out some of the shop, and now I am back at step one..... A very sad day for many people I just retrieved my block from the family while they were cleaning out some of the shop, and now I am back at step one..... A very sad day for many people 
|
|
|
|
|
04-22-2018, 08:01 PM
|
#33 |
|
Senior Member
Join Date: Nov 2010
Location: Lancaster PA
Posts: 535
|
Oh my!
Condolences all around, I'm really sorry to hear that! |
|
|
|
|
04-23-2018, 11:07 AM
|
#34 | |
|
Senior Member

Join Date: Jan 2011
Location: Central Ohio
Posts: 5,067
|
Quote:
If you need block/engine machine work done, you can always put it on a pallet and send it to Fowler Engines here in Columbus. They do all my machine work for all sorts of engines -- vintage and modern. They are a very experienced and well equipped place and Jeff Fowler and crew are extremely knowledgeable on all sorts of engines. Anyway - if you're looking for options, they might be one. Dale |
|
|
|
|
|
03-10-2020, 05:08 PM
|
#35 |
|
Junior Member

Join Date: Oct 2012
Posts: 9
|
Wow, small world. I am a member here from when my wife inherited her father's Model A and just happened upon this post while reviewing market opportunities (I just bought CCA Racing Products in January). I hope the OP has tracked down someone to get him sorted since this was first posted, but if not, I have no trouble adding a 24-bolt Flathead plate to my rental inventory. I hate to see folks not using plates because they are too expensive to buy.
I've gotta run - it is over 40 degrees outside and it rained all day yesterday to wash the salt off the roads. If this isn't a good day for a cruise I don't know what is. 
|
|
|
|
|
03-12-2020, 12:13 PM
|
#36 |
|
Senior Member

Join Date: May 2010
Location: Daytona Beach, Fl & Spencer, W. Va,
Posts: 4,442
|
It is also IMPERATIVE to use the same gasket with the torque plate that you'll be using on the engine. Using the gasket makes a big difference... especially with heads that have a fire ring around the bore. Use the same bolts and torque numbers that will be used on the engine as well. Some go as far as to use it when doing the valve job. But, using the GASKET with it is the most important thing to remember.
__________________
Mike Jr. here. I get on here every few months to check messages, and look through his almost 500 saved messages for information on the '29 and '34 I still have. A lot of very nice people on here. He truly enjoyed Ford Barn. |
|
|
|
|
03-13-2020, 04:15 PM
|
#37 |
|
Senior Member

Join Date: Jun 2010
Location: San Antonio, Texas
Posts: 16,436
|
Flatheads have a weaker cylinder deck due to thickness plus all the valve pockets & that. That's one reason that excessive heat will crack them so easy.
|
|
|
|
|
03-22-2020, 10:57 AM
|
#38 |
|
Junior Member
Join Date: Oct 2012
Posts: 9
|
To expound on what FL&WVMIKE wrote, the way most people use torque plates is actually not really the "right" way, but gets you most of the way there and is certainly better than nothing.
The correct procedure to get "perfect" cylindricity is to torque the head on with the gasket and fasteners you will be using, flip the block upside down, and then map the bore using a dial bore gage (or CMM if possible to speed things up). Then, you install the torque plate and tighten the fasteners until you duplicate the original bore map, not necessarily to the "correct" torque for the fasteners during final assembly. This takes up to a few days to complete and is only used at the top level of motorsports (think Pro Stock - I got this procedure from Darrin Morgan). At the level most of us use them (not full ampping), it is still imperative to remove as many variables as possible, so things like gasket, fasteners, etc. should be the same as what we will use in the final assembly. For instance, I do make plates with o-ring grooves for a "top fuel" style stainless o-ring and copper gasket arrangement to duplicate bore distortion *as best as possible* without performing a full mapping job. This is also why we use the custom DOM spacers for the application; so the end user uses their exact fasteners without having to mess around stacking washers to the heavens. Hope this helps. |
|
|
|
|
«
Previous Thread
|
Next Thread
»
 Linear Mode
Linear Mode

|
|

| Sponsored Links (Register now to hide all advertisements) |
|
|
All times are GMT -5. The time now is 12:29 PM.