|
|||||||


| Sponsored Links (Register now to hide all advertisements) |
|
|
 |

|
Thread Tools | Display Modes |
 06-29-2015, 10:06 AM
06-29-2015, 10:06 AM
|
#1 |
|
Senior Member

Join Date: May 2010
Location: Boulder, CO
Posts: 559
|
I am trying to check a Model A head surface for being flat. I have a straight edge and a feeler gauge to use. What thickness of feeler gauge should I use as the maximum acceptable flatness? Is this a valid way to determine if the head is flat?
__________________
[email protected] - email contact https://aafords.com Ford Model AA Truck Club @ aafords.com |

|

|
|
06-29-2015, 10:59 AM
|
#2 |
|
Senior Member

Join Date: May 2010
Location: Windy City
Posts: 2,919
|
Most guys will tell you a block deck (or head) can be checked for flatness with a machinist's straight edge or parallel. Unfortunately, this is WRONG!
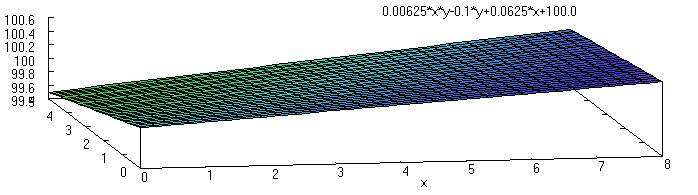 This distorted plane will measure perfectly "flat" with a machinist's straightedge along any point perpendicular to any edge AND across opposite corners. It is extremely deceiving and can only be detected with a surface plate or more advanced electronic measuring that 'feels' or scans the entire surface. Unfortunately it is also possible to produce this error while machining a block or head to correct an out-of -flat condition!  It is very easy to instill a torque on a part when clamped for machining. The result is a distorted planar surface like the one above that may NOT be detectable with just a straightedge! It is very easy to instill a torque on a part when clamped for machining. The result is a distorted planar surface like the one above that may NOT be detectable with just a straightedge!FWIW, most head gaskets will accommodate very slight distortions, up to 3 or 4 thousanths. |
|
|
|
| Sponsored Links (Register now to hide all advertisements) |
|
|
|
06-29-2015, 07:33 PM
|
#3 |
|
Senior Member
Join Date: Jun 2010
Location: Temecula, CA
Posts: 4,095
|
If it checks wrong with a feeler ga. Have it surfaced. MikeK is right but that may be overkill.
|
|
|
|
|
06-29-2015, 08:46 PM
|
#4 | |
|
Senior Member

Join Date: Nov 2011
Location: Queensland Australia
Posts: 640
|
Quote:
__________________
Adjust your points with gentle blows of a 2 pound hammer 
|
|
|
|
|

|
06-29-2015, 10:30 PM
|
#5 |
|
Member
Join Date: May 2010
Location: Bowling Green, KY
Posts: 49
|
Use that machinists straight edge rule with a good strong flashlight being held behind it! Then if you see a spot that shows light, use the gage!
|
|
|
|
|
06-30-2015, 08:32 AM
|
#6 |
|
Senior Member
Join Date: May 2010
Location: Boulder, CO
Posts: 559
|
Sponsored Links (Register now to hide all advertisements)
__________________
[email protected] - email contact https://aafords.com Ford Model AA Truck Club @ aafords.com |
|
|
|
|
06-30-2015, 10:32 AM
|
#7 | |
|
Senior Member

Join Date: May 2010
Location: Fresno, Ca.
Posts: 3,636
|
Quote:
I check them in every conceivable direction possible and look close in the areas were the cylinders get close. I use an .0015" and a .002",....some- times I stack both together.. Dudley |
|
|
|
|
|
06-30-2015, 10:48 AM
|
#8 |
|
Senior Member

Join Date: May 2010
Location: Bucks Co, Pa
Posts: 3,740
|
Mike, I hate to argue with so knowledgeble a guy as you are. But I have to disagree with your belief that you can't check for warping with a straight edge. If you check diagonally , corner to corner, it should show a concave "belly" one way and a convex belly the other. This should reveal any twist in the head. The question then becomes how much warp does it have to be to be functionally warped? .001? .010? As a student in Tool and Die class in Vo Tech school, I brought two flat heads into class one thinking I could get them cut down (LOL) Clever me! I told the instructor that I thought they were warped. The instructor, being the T & D maker that he was, wanted to be sure! So we took a straight edge and went through the drill (Checking corner to corner with a straight edge and a feeler gauge) and what do you know? They weren't warped! Another way would be to rock it on a surface plate, or stand it on four Jo-blocks. I agree that the head must be shimmed other wise you'll just reproduce that warp on the new surface.
Terry |
|
|
|
|
06-30-2015, 11:39 AM
|
#9 |
|
Senior Member
Join Date: May 2010
Location: St Charles , Missouri
Posts: 1,998
|
Just relaying my experience... after decking many blocks/heads/manifolds... I use a long machinist strait edge... which was why they were manufactured/made/used... back in the day and now. I check front to back and diagonally and use a .0025 feeler gauge. Once machined flat mine always pass the test. I haven't had any issues and don't have any computerized equipment to check otherwise... neither did they 40 + years ago. I think we can beat this stuff to death.
I say use a good machinist straight edge, use it right, check it right, and take necessary steps to get the head/manifold/block straight as required. It's not brain surgery and good thing... Larry |
|
|
|
|
06-30-2015, 11:55 AM
|
#10 |
|
Senior Member

Join Date: May 2010
Location: Mpls, MN
Posts: 27,582
|
When I measured heads at the auto shop, we used the rule of .006" max for the length of the head, and .003" for the width of the head. The head gaskets sealed these dimensions OK.
|
|
|
|
|
06-30-2015, 12:53 PM
|
#11 |
|
BANNED
Join Date: May 2010
Location: Michigan / Ontario border, Sarnia, Ontario. 50 miles from Detroit and 150 from Toronto.
Posts: 5,800
|
I had an auto mechanics teacher that spoke of a " puddle test " ! Does anyone recognize that term ? Wayne
|
|
|
|
|
06-30-2015, 01:00 PM
|
#12 |
|
Senior Member

Join Date: May 2010
Posts: 1,987
|
My auto shop teacher always told us not to date the girls that would pee in a parking lot! Think this is the same 'puddle test'???
|
|
|
|
|
06-30-2015, 02:14 PM
|
#13 |
|
Senior Member

Join Date: May 2010
Location: Ottumwa, IA
Posts: 308
|
My shop teacher told me opposite....go after the gals who would pee in parking lot. Much more fun on dates. :-)
|
|
|
|
|
06-30-2015, 03:01 PM
|
#14 |
|
Senior Member
Join Date: May 2010
Location: Boulder, CO
Posts: 559
|
Thanks ever one for the great information. I found a couple of places on my head which were more than .005. So, I have taken the head to Bert's for them to clean and surface it.
__________________
[email protected] - email contact https://aafords.com Ford Model AA Truck Club @ aafords.com |
|
|
|
|
06-30-2015, 03:05 PM
|
#15 |
|
BANNED
Join Date: May 2010
Location: Gothenburg Nebraska Just off I-80
Posts: 4,893
|
When working my old job at Monroe Auto Equipment we had a forklift driver who was caught peeing on the floor in the racks in the warehouse area. Seems she had too much work to do to find the bathroom and could not hold it until break time. She was fired when caught. While decent looking she was an odd duck. Doubt many would have dated her. Rod
__________________
Do the RIGHT thing - Support the H.A.M.B. Alliance!!!! |
|
|
|
|
06-30-2015, 03:52 PM
|
#16 | |
|
BANNED
Join Date: May 2010
Location: Michigan / Ontario border, Sarnia, Ontario. 50 miles from Detroit and 150 from Toronto.
Posts: 5,800
|
Quote:
|
|
|
|
|
|
06-30-2015, 03:54 PM
|
#17 | |
|
BANNED
Join Date: May 2010
Location: Michigan / Ontario border, Sarnia, Ontario. 50 miles from Detroit and 150 from Toronto.
Posts: 5,800
|
Quote:
|
|
|
|
|
|
06-30-2015, 04:30 PM
|
#18 | |
|
Senior Member
Join Date: May 2010
Location: Windy City
Posts: 2,919
|
Quote:
I posted the mathematically generated plane shown because that plane WILL show a true flat line across opposite corners. Yes, it is a special case, not all twisted planes exhibit that characteristic. You can generate it by starting with two diagonal lines defined by X&Y co-ords bonded at their midpoint in a 3D CAD program at Z = 0. Then assign a random Z variance to only three of the four end points. The fourth end will generate it's own Z if the lines remain bonded at some point. Then connect the four corners with straight lines. Voila! A warped plane that is straight across every edge and both diagonals. With the plane shown, if you pick one corner and a point 1/4, 1/2, or 3/4 along the opposite side then yes, you will cross a slight convex, but that point would be near impossible to detect because it would cross the cylinder or chamber hollows with nothing to 'feel' against. You will easily get the plane shown if you take a head and support it on blocks by the four corner stud holes with a few thousanths 'wobble' across those corners and then bolt it down through #1 & #4 plug holes for surfacing. I won't mention any type or names, but some new heads that check flat with a straight edge do not pass muster (to me) on a surface plate. A new head should not be 'off' 0.002". Years ago, when I used to build engines for short track racing we checked head/block matings with plastigauge at perimeter points and between cylinders. 0.003 steel shim-stock was placed in opposite corners and just the four corner studs were torqued to 25 ft-lbs. By mid season both blocks and heads were warped, but if they had the same mating warp with not more than 0.002 variance they would hold a head gasket just fine to run again another weekend. |
|
|
|
|
|
06-30-2015, 04:46 PM
|
#19 | |
|
BANNED
Join Date: May 2010
Location: Bucks County, PA
Posts: 11,454
|
Quote:
this is a copy of your old profile from your other account.... has I.P. Standing listed as a previous name he must have been a great teacher, i remember my auto shop teachers very well also 
Last edited by Mitch//pa; 06-30-2015 at 05:51 PM. |
|
|
|
|
|
06-30-2015, 05:38 PM
|
#20 | |
|
Senior Member

Join Date: Nov 2014
Location: Here I am in front of Todd's Grocery in 1931 selling Grit newspapers
Posts: 2,548
|
Quote:
__________________
"Bullshit and Brilliance Comes with Age and Experience" "Hey Lady, ya wanna buy a Grit?" "If you don't learn to laugh at trouble, you won't have anything to laugh at when you're old" Will Rogers |
|
|
|
|
|
«
Previous Thread
|
Next Thread
»
 Linear Mode
Linear Mode

|
|

| Sponsored Links (Register now to hide all advertisements) |
|
|
All times are GMT -5. The time now is 10:52 AM.